(1)胶套硫化
硫化用的胶套采用氯化丁基胶或三元乙丙胶,硫化罐采用新的深井硫化,这样V带的硫化根数可提高一倍。硫化胶套背部用斜纹助,可增加胶套的强度。
1)胶套硫化工艺流程上带胚-上模具-模具压紧-上胶套-园模进硫化罐-合罐盖-进外压蒸汽-进内压蒸汽-硫化-放内压蒸汽-放外压蒸汽-开罐盖-卸胶套-园模冷却-取下V带。
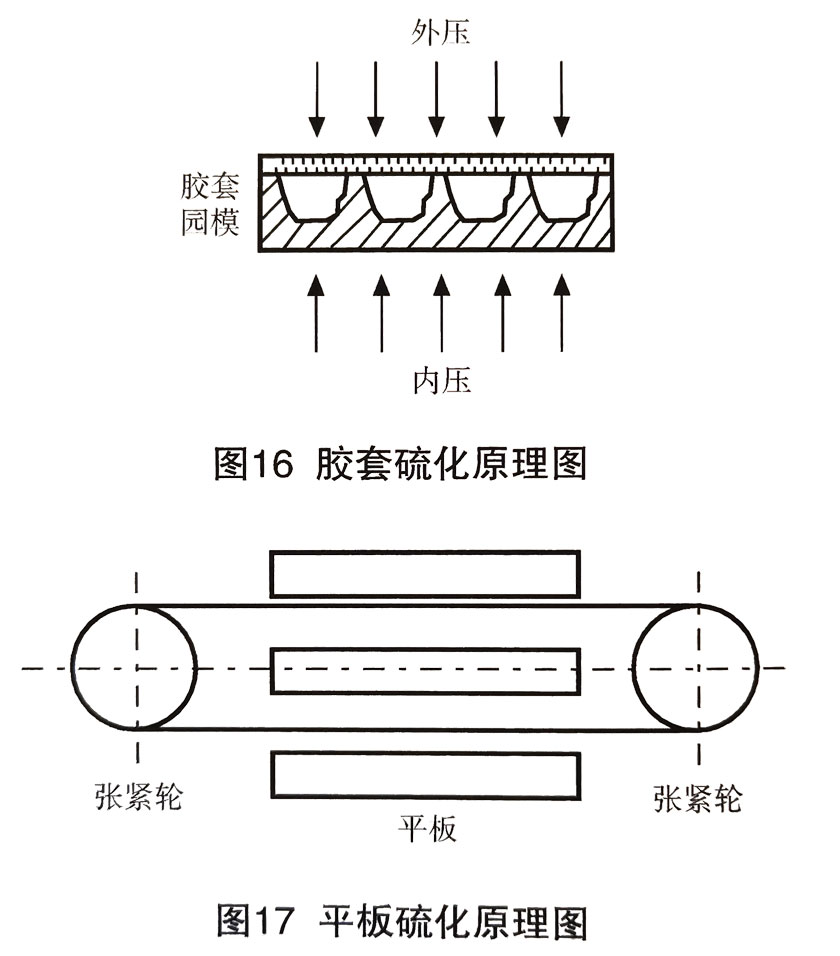
2)胶套硫化原理见图16。
(2)平板硫化
1)平板硫化机工艺流程。上带胚——张紧转带——合平板加压——硫化——卸压——转带_加压硫化——卸压——松带取下;
2)平板硫化原理见图17;